The general consensus from people who have gone through a full rebuild is that one of the first tasks is to fit the various pipes and components within the bulkhead, before access becomes too restricted. So I set to work on the wiper rack. It was working fine but had started to show signs of rust so I decided to smarten it up. Yet again, in my enthusiasm to press on, I forgot to take some decent before photos. The only difficult part during the dismantling was the removal of the rear brackets from the three splined drive assemblies, which needed to be pressed off. The rest of the parts were simply secured by nuts or circlips.
The general consensus from people who have gone through a full rebuild is that one of the first tasks is to fit the various pipes and components within the bulkhead, before access becomes too restricted. So I set to work on the wiper rack. It was working fine but had started to show signs of rust so I decided to smarten it up. Yet again, in my enthusiasm to press on, I forgot to take some decent before photos. The only difficult part during the dismantling was the removal of the rear brackets from the three splined drive assemblies, which needed to be pressed off. The rest of the parts were simply secured by nuts or circlips.
 The wiper arm splines on each of the three splined drives weren’t in the best of shape but were still serviceable. Which is just as well as the only replacement I could find was for a fully remanufacturer rack. Due to the shape of the rack, the central drive has a longer shaft than the outer two and so has a spacer fitted between the drive and the rear bracket.
The wiper arm splines on each of the three splined drives weren’t in the best of shape but were still serviceable. Which is just as well as the only replacement I could find was for a fully remanufacturer rack. Due to the shape of the rack, the central drive has a longer shaft than the outer two and so has a spacer fitted between the drive and the rear bracket.
With the exception of the angled bezels and chromed parts, the individual parts followed the now standard cleaning process: immersion in a citric based rust remover overnight, wire brushing, zinc plating/passivation and finally coated with Gtechniq S1. Meanwhile the outer bezels and retaining nuts had been sent off to be chrome plated.
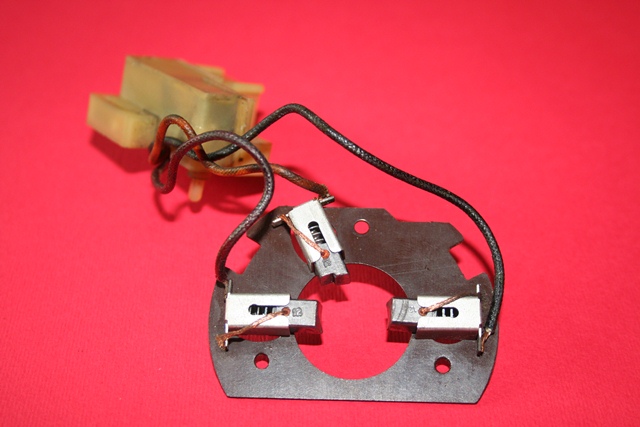
The synchronisation of the rotation of the three splined drives is achieved by two connecting rods, with the central drive also having a connecting rod to the wiper motor to provide the drive. At each rod end is a ball-joint fitting which is secured by a small, horseshoe shaped, snap-lock clip shown below. Unfortunately one of the tiny snap-lock ‘ears’ made a break for freedom and, despite a hands and knees search of the living room carpet, was never to be seen again! The only option available was to purchase a complete socket unit which included the clip and the inevitable robbing by the E-Type parts suppliers!!
| Original & new snap-locks | Wiper rack components | Reassembled splined drives |
|---|---|---|
|
|
|
|



The connecting rods are connected to the central wiper drive by a series of spring washers, nylon guides and secured with a circlip. All very straight forward. All that remains is to fit the rack and connect the central drive to the wiper motor. I think it will be necessary to fit the washer jets and tubing before the rack as there’s not a lot of room in the bulkhead.
| Refitting parts order | Connecting Rods refitted | Completed wiper rack |
|---|---|---|
|
|
|
|





 The only problematic cavity is the closed box section in the rear bulkhead, immediately behind the seat bases. I could either leave alone and risk it rusting from within or drill access holes in my lovely painted bodyshell.
The only problematic cavity is the closed box section in the rear bulkhead, immediately behind the seat bases. I could either leave alone and risk it rusting from within or drill access holes in my lovely painted bodyshell.




 I briefly tried applying heat but all this did was burn the rubber bushes, producing acrid smoke. They eventually came free after applying penetrating oil over a period of several weeks and then jumping up and down on the end of a very long lever, inserted between the floor pan and the radius arm. To the untrained eye, the jumping up and down in a frustrated, childish manner while shouting ‘aaaargh!’ might have come across as a method of last resort …. but it worked!
I briefly tried applying heat but all this did was burn the rubber bushes, producing acrid smoke. They eventually came free after applying penetrating oil over a period of several weeks and then jumping up and down on the end of a very long lever, inserted between the floor pan and the radius arm. To the untrained eye, the jumping up and down in a frustrated, childish manner while shouting ‘aaaargh!’ might have come across as a method of last resort …. but it worked!


 VSE offer a number of performance levels for their rebuilds and those that had recommended them suggested to go for maximum torque rather than headline BHP, which made good sense.
VSE offer a number of performance levels for their rebuilds and those that had recommended them suggested to go for maximum torque rather than headline BHP, which made good sense. It was far easier to get the engine delivered rather than trek out to mid-Wales again. In due course the engine arrived wrapped in cellophane, strapped to a pallet.
It was far easier to get the engine delivered rather than trek out to mid-Wales again. In due course the engine arrived wrapped in cellophane, strapped to a pallet.






 I was also doubtful that my home-made lifting frame, scaffolding cut to make a cross beam supported by A-frames, could raise the engine/gearbox unit to a sufficient height to clear the sub frames. So my only real option was to drop the engine.
I was also doubtful that my home-made lifting frame, scaffolding cut to make a cross beam supported by A-frames, could raise the engine/gearbox unit to a sufficient height to clear the sub frames. So my only real option was to drop the engine. I had some 1″ square Dexion speedframe lying around which included a set of castor wheels so I set about making a makeshift trolley. I’d lower the engine and gearbox on to the trolley, lift the car and then pull clear.
I had some 1″ square Dexion speedframe lying around which included a set of castor wheels so I set about making a makeshift trolley. I’d lower the engine and gearbox on to the trolley, lift the car and then pull clear.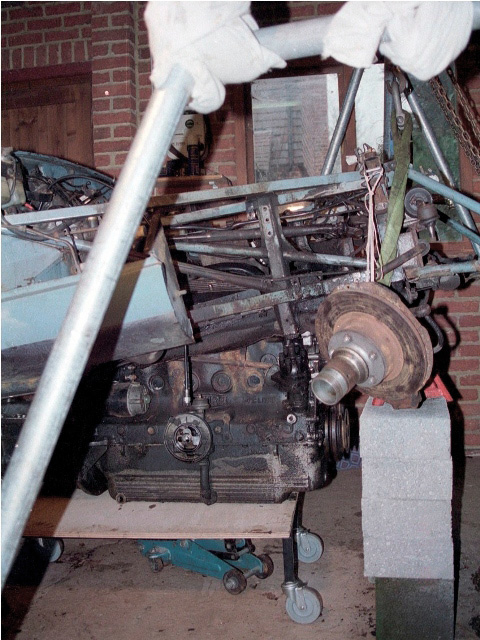 The front and rear were then raised alternately, supported by axle stands on building blocks. The rear was just about within the range of my trolley jacks but the front needed to be lifted via the lifting frame.
The front and rear were then raised alternately, supported by axle stands on building blocks. The rear was just about within the range of my trolley jacks but the front needed to be lifted via the lifting frame.



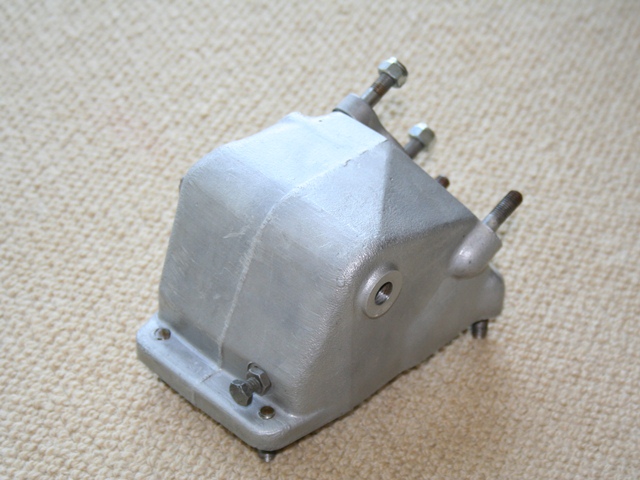
 The alloy end plates were sent off to be ultrasonically cleaned while I renovated the motor body and internals. The renovation of the motor bodies ended up being a bit of a palaver and took several goes before I was happy with the end result. They were quite heavily rusted and after shot-blasting revealed quite heavy pitting. Rather optimistically, I thought this would be hidden when they were painted with silver Hammerite. What I soon learnt was that paint is not a good filler as the pitting was still clearly visible through the paint. Also I wasn’t happy with the colour of the silver Hammerite compared with the original finish which was a dark silver grey.
The alloy end plates were sent off to be ultrasonically cleaned while I renovated the motor body and internals. The renovation of the motor bodies ended up being a bit of a palaver and took several goes before I was happy with the end result. They were quite heavily rusted and after shot-blasting revealed quite heavy pitting. Rather optimistically, I thought this would be hidden when they were painted with silver Hammerite. What I soon learnt was that paint is not a good filler as the pitting was still clearly visible through the paint. Also I wasn’t happy with the colour of the silver Hammerite compared with the original finish which was a dark silver grey.
 I finally managed to get a reasonable result by heating the spray can in hot water and the motor body in a low oven. This reduced the viscosity of the paint sufficiently to allow the bubbles to burst and then the paint to level sufficiently before it started to ‘skin’.
I finally managed to get a reasonable result by heating the spray can in hot water and the motor body in a low oven. This reduced the viscosity of the paint sufficiently to allow the bubbles to burst and then the paint to level sufficiently before it started to ‘skin’.


 The stator and the various bolts, washers and screws where then zinc-nickel plated using a kit purchased from
The stator and the various bolts, washers and screws where then zinc-nickel plated using a kit purchased from 





















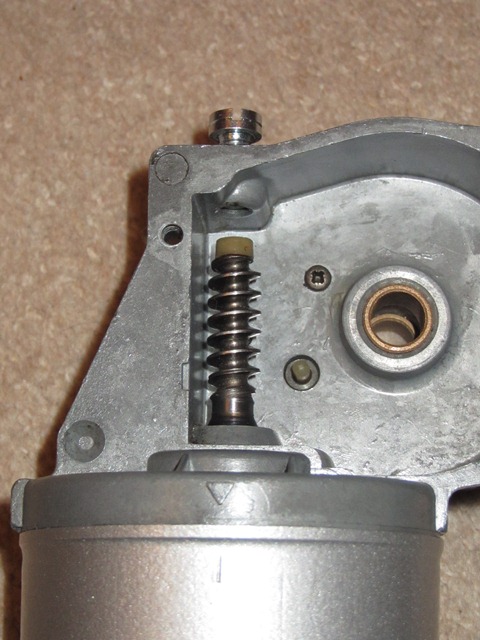
 The centre area of the gearbox lid has been stretched at some point. Therefore its outer perimeter no longer made a continuous seal and so would allow water into the gearbox housing.
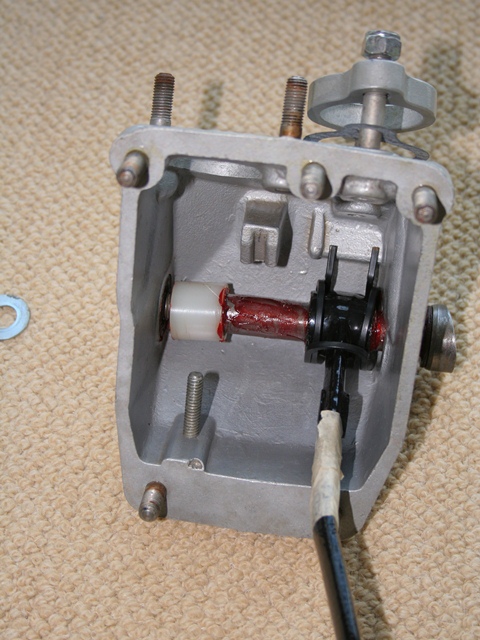
The centre area of the gearbox lid has been stretched at some point. Therefore its outer perimeter no longer made a continuous seal and so would allow water into the gearbox housing. Next up was the yoke which contains the two permanent magnets. The magnets can be removed by lifting the retaining clips so the yoke could then be shot blasted before being painted in silver hammerite. I was quite pleased with the finished article even though the silver hammerite was not quite the correct colour.
Next up was the yoke which contains the two permanent magnets. The magnets can be removed by lifting the retaining clips so the yoke could then be shot blasted before being painted in silver hammerite. I was quite pleased with the finished article even though the silver hammerite was not quite the correct colour.