It was frustrating to have gone through the process of re-plating/re-chroming all the individual components and to have rebuilt the handbrake, only to find that the ratchet had been butchered to fit an incorrect cable. Rather dispirited, I decided to keep the rebuilt handbrake as is and reuse the offending cable.
I’d hoped that it would be possible to rig up an alternative method of mounting the handbrake switch. However I wasn’t able to come up with a solution that I was happy with. Plus I’d found a number of forum postings of issues setting up the handbrake mechanism even with the correct, unmolested parts.
| Old & New Clevises | Correct cable is shorter |
|---|---|
 |
 was found to be a good 1/2\" longer than the JEC supplied cable. Fitting issues would have been made even worse as the bodged cable abutment had been moved rearward") |
The existing cable was either incorrect for the car or a poor reproduction part. Both of its clevises were far too long, resulting in an inner cable length that was over 1/2″ too long.
I’m fairly sure that a previous owner/garage had relocated the cable abutment on the ratchet about 1″ rearward as a bodge to compensate for the oversized clevis.
 was bodged with the cable abutment at the base moved rearward. The new ratchet come with the spacers welded") The knock-on effect is the distance between the outer cable abutment on the ratchet and that at the handbrake compensator mechanism on the IRS has been reduced by the same amount. Squeezing the outer cable into this shorter distance effectively reduces the overall inner cable length by 1″ – so a net shortening of approx. 1/2″.
The knock-on effect is the distance between the outer cable abutment on the ratchet and that at the handbrake compensator mechanism on the IRS has been reduced by the same amount. Squeezing the outer cable into this shorter distance effectively reduces the overall inner cable length by 1″ – so a net shortening of approx. 1/2″.
The handbrake compensator offers some adjustment to cater for stretching of the cable over time. Even so, 1/2″ would almost certainly put it at the limit of its adjustability. I’d probably be on a losing wicket trying to get it to work correctly. It was better to bite the bullet now rather than later. So a correct cable was obtained from the Jaguar Enthusiast Club, who now offered them via their online shop.
RM & J Smith were able to supply new ratchets which came as a relief, so it wasn’t necessary to buy a complete new handbrake. The only obvious difference is the pivot bolt spacers are welded to the replacement ratchets.
 The fitting of the new ratchet was a simple task but the completion of the handbrake was foiled yet again. The bore of the outer cable abutment was 1/32″ smaller than the 3/8″ cable diameter. It has a slot machined into its circumference and is designed to allow a slight expansion, so I didn’t think anything was amiss.
The fitting of the new ratchet was a simple task but the completion of the handbrake was foiled yet again. The bore of the outer cable abutment was 1/32″ smaller than the 3/8″ cable diameter. It has a slot machined into its circumference and is designed to allow a slight expansion, so I didn’t think anything was amiss.
The bolt securing the switch bracket then clamps the abutment onto the outer cable.
The only way I could get the outer cable into the hole was by continually twisting and pushing it. It didn’t feel right the more I progressed. Considerable effort had been needed just to get the cable half way home. So I decided to remove it and have a re-think. It might be possible to re-drill the bore although I was concerned the slot might cause problems.
 I needn’t have worried. As soon as the cable was twisted in the reverse direction, disaster struck …. one half of the abutment fitting snapped clean off.
I needn’t have worried. As soon as the cable was twisted in the reverse direction, disaster struck …. one half of the abutment fitting snapped clean off.
Aaaaargh and much cursing of repro parts!! Another case of what I now refer to as the Restoration March …. 1 step forward, several back!!
Looking at the fracture, it appears that the whole ratchet is hardened during the manufacturing process, presumably to provide the necessary hardness in the ratchet teeth. The downside, as I found out, is it makes the part brittle and prone to stress fractures. Not ideal for clamping parts which need a degree of ductility, such as the cable abutment.
RM & J Smith have been an excellent source of difficult to find parts and, to their credit, were very good, offering to send out a replacement immediately free of charge. They had identified the problem with the size of the hole and returned the ratchets to their manufacturer to be corrected. I had received one that slipped through the net. The following day the replacement arrived and it fits perfectly.
Getting the warning light switch properly set up proved to be much trickier than I’d anticipated and quite frustrating. The switch is activated by a ‘S’ shaped spring striker. When the handbrake is fully released the protrusion at the base of the lever presses against the striker, which in turn depresses the switch.
 The main problem was mounting everything far enough forward so there was sufficient pressure on the striker to operate the switch.
The main problem was mounting everything far enough forward so there was sufficient pressure on the striker to operate the switch.
Both the switch and striker are mounted to the bracket by two locking half nuts. So there is very little fore and aft adjustment that can be made. Mounting the switch progressively nearer to the striker starts to pre-engage the switches’ plunger, making the switching more hairpin-like until ultimately it’s permanently on.
I finally got it set up and working on the bench although I still wasn’t 100% happy. The switch had to be angled slightly and the warning light would be on as soon as the lever was moved off the end tooth of the ratchet. The plan was to mount the pre-built handbrake and switch but much to my dismay, I’d completely missed that fact that the cable has to be fed forward into the cabin through a guide bracket in the transmission tunnel.
All the set up was then lost, as the handbrake switch needed to be removed to free the cable. In situ, it wasn’t possible to reproduce as good a set up as before because the floor pan was stopping the angling of the switch. I found the best fit to mount the ‘S’ shaped striker horizontally.
I’m tempted to add some packing washers between the striker and bracket to allow the switch to be moved forward slightly. I think I’m going to leave the fitting the central console until after its first MOT so I’ll still have access to the handbrake.
 The handbrake had been sent off to ACF Howells for re-chroming as a complete unit. With hindsight it would probably have been better to dismantle it myself and just send them the pieces that needed re-chroming.
The handbrake had been sent off to ACF Howells for re-chroming as a complete unit. With hindsight it would probably have been better to dismantle it myself and just send them the pieces that needed re-chroming. 



 Next the ratchet gear needs to be inserted into base of the handbrake arm followed by fitting the outer cable attachment bracket. Similar to the pawl, the ratchet gear uses two spacers to fill the internal space within the handbrake arm.
Next the ratchet gear needs to be inserted into base of the handbrake arm followed by fitting the outer cable attachment bracket. Similar to the pawl, the ratchet gear uses two spacers to fill the internal space within the handbrake arm.  The final piece in the puzzle was the fitting of the handbrake warning light switch. As mentioned, these parts were missing and so replacement parts were ordered from SNG Barratt.
The final piece in the puzzle was the fitting of the handbrake warning light switch. As mentioned, these parts were missing and so replacement parts were ordered from SNG Barratt. 

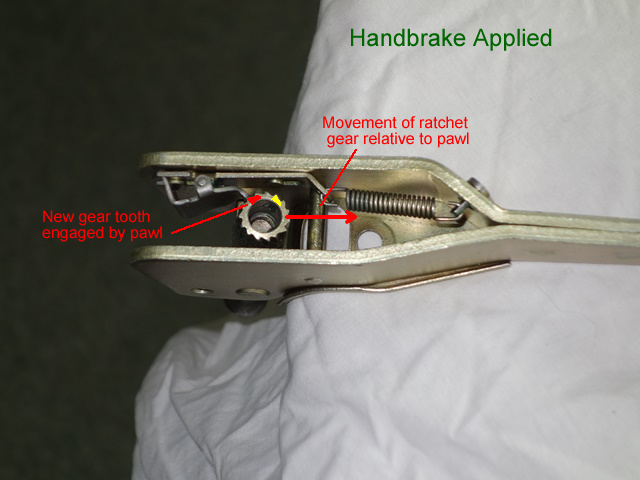
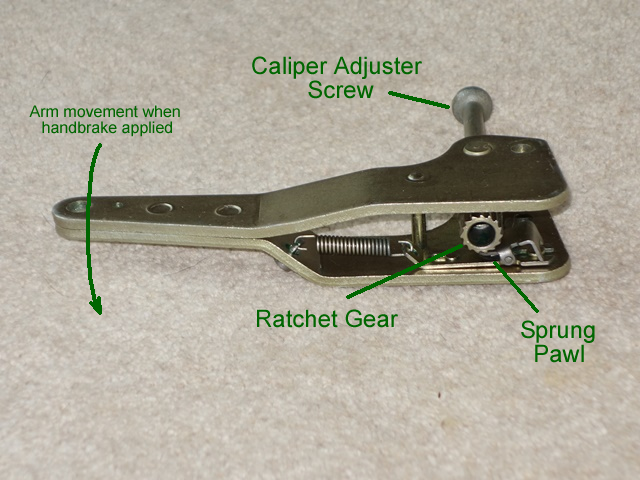 The handbrake system is self-adjusting using ratchet mechanisms to automatically compensate for the pad wear. The distance between the pad faces is determined by how far the caliper adjusting screw has been screwed into the ratchet gear.
The handbrake system is self-adjusting using ratchet mechanisms to automatically compensate for the pad wear. The distance between the pad faces is determined by how far the caliper adjusting screw has been screwed into the ratchet gear.

 I’m not sure if there is a correct or recommended order for rebuilding the handbrake mechanism. I started with the internal parts of the operating arm; the pawl slots onto protrusions on the arm which guide and limit its travel. A tensioning spring attaches to the pawl and the other end to an anchor pin pushed through the operating arm.
I’m not sure if there is a correct or recommended order for rebuilding the handbrake mechanism. I started with the internal parts of the operating arm; the pawl slots onto protrusions on the arm which guide and limit its travel. A tensioning spring attaches to the pawl and the other end to an anchor pin pushed through the operating arm.  The operating arm could then be attached to the outer caliper arm. I found it easier to fit the operating arm return spring first which is attached at one end to an anchor pin pushed through the caliper arm and the other to a shaft in the operating arm.
The operating arm could then be attached to the outer caliper arm. I found it easier to fit the operating arm return spring first which is attached at one end to an anchor pin pushed through the caliper arm and the other to a shaft in the operating arm. 

 Caliper rebuild kits are readily available from many of the usual suppliers and contain the square sectioned seals which sit in recesses in the caliper piston bores and the outer dust shields.
Caliper rebuild kits are readily available from many of the usual suppliers and contain the square sectioned seals which sit in recesses in the caliper piston bores and the outer dust shields.  The photo to the left shows the passageways for the brake fluid from the face where the two caliper halves join (the tip of the screwdriver is just about visible at the top of the upper piston bore). A corresponding passageway exists from the face of the other caliper joint and a small channel links the two piston bores. Thus providing the free flow of fluid between all the pistons in both halves of the caliper.
The photo to the left shows the passageways for the brake fluid from the face where the two caliper halves join (the tip of the screwdriver is just about visible at the top of the upper piston bore). A corresponding passageway exists from the face of the other caliper joint and a small channel links the two piston bores. Thus providing the free flow of fluid between all the pistons in both halves of the caliper.








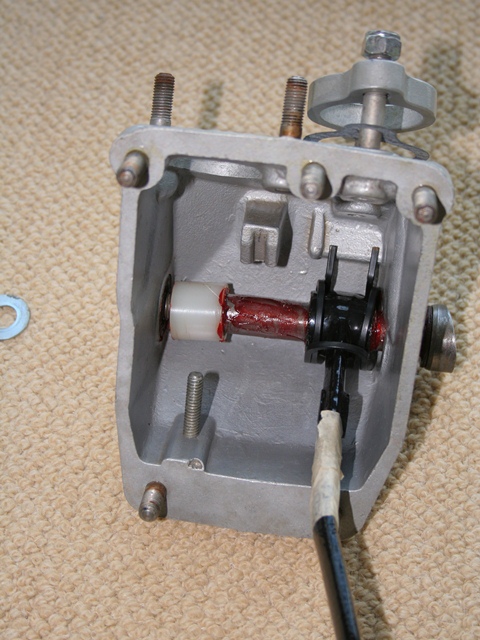
 The servo unit contains to volume chambers which are both connected to the vacuum reservoir but separated by a diaphragm. The servo hydraulic piston is operated by fluid forced from the master cylinder but also by a spindle attached to the centre of the diaphragm.
The servo unit contains to volume chambers which are both connected to the vacuum reservoir but separated by a diaphragm. The servo hydraulic piston is operated by fluid forced from the master cylinder but also by a spindle attached to the centre of the diaphragm. However when the brake is applied, the master cylinder piston is pushed down the bore forcing fluid from the master cylinder to the servo unit. This operates the servo hydraulic plunger. Near the end of the travel of the master cylinder piston, it operates a reaction valve.
However when the brake is applied, the master cylinder piston is pushed down the bore forcing fluid from the master cylinder to the servo unit. This operates the servo hydraulic plunger. Near the end of the travel of the master cylinder piston, it operates a reaction valve. After a recommendation, I picked up a new Oakes tool from Automec at the Jaguar Spares Day for a show price of £90. Quite a bit for a tool for a one off job but it does produce good, consistent flares every time. All in all, a good investment and a quality tool.
After a recommendation, I picked up a new Oakes tool from Automec at the Jaguar Spares Day for a show price of £90. Quite a bit for a tool for a one off job but it does produce good, consistent flares every time. All in all, a good investment and a quality tool.  The 1/4″ brake pipes linking the master cylinder and servo run around the engine frames. I thought any slight bends/kinks in these pipes would be more noticeable as they run along the straight edges of the frames. The 1/4″ tool was purchased as a trial and it worked well so I got the 5/16″ one for the fuel lines.
The 1/4″ brake pipes linking the master cylinder and servo run around the engine frames. I thought any slight bends/kinks in these pipes would be more noticeable as they run along the straight edges of the frames. The 1/4″ tool was purchased as a trial and it worked well so I got the 5/16″ one for the fuel lines.  The mantra measure twice cut once applied here as, once bent, it’s almost impossible to re-straighten a pipe, especially the larger diameter piping. In fact it was more like measure 10 times, bend once! I probably had to discard just under half of my first attempts.
The mantra measure twice cut once applied here as, once bent, it’s almost impossible to re-straighten a pipe, especially the larger diameter piping. In fact it was more like measure 10 times, bend once! I probably had to discard just under half of my first attempts.