
 Unfortunately the heater box was beyond economical repair. The entire bottom section was paper thin and had rusted through in places. The side joints hadn’t fared much better and had rusted from within causing the joints to swell.
Unfortunately the heater box was beyond economical repair. The entire bottom section was paper thin and had rusted through in places. The side joints hadn’t fared much better and had rusted from within causing the joints to swell.
Every time the heater housing was rotated to inspect it, showers of rust fell from every opening! The motor and fan cage were also missing.
The heater matrix within is surrounded by a thick felt material and I suspect that this had acted as a sponge. The absorbed water had sat against the base and sides causing them to corrode over a prolonged period of time.
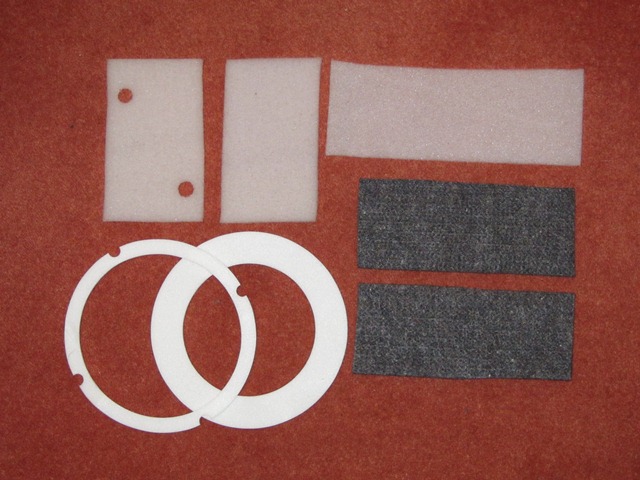 Fortunately new heater units are available (although not that cheaply), so a new one was ordered along with a heater matrix and a kit containing all the various padding materials.
Fortunately new heater units are available (although not that cheaply), so a new one was ordered along with a heater matrix and a kit containing all the various padding materials.
Oddly the padding kit didn’t include the square rubber seal fitted between the heater body and the bulkhead.
If you were going to the effort of replacing all the internal padding, it’s likely you’d be working on the fan housing off the car and so would probably need to replace the bulkhead seal too!
On the positive side, the new heater has an improved design for the fan cage which hopefully might address the reported problems with the original, asthmatic unit. The blades on the original fan cage were flat and aligned radially which isn’t the most efficient in generating a throughput of air. The new cage has curved blades angled towards the direction of rotation.
The heater motor can be switched between two operating speeds and is achieved by introducing a resistor into the circuit to reduce the voltage across the motor. It’s riveted to the motor’s mounting flange and the loom wires soldered in place rather than using spade connectors. I’d stupidly expected a new unit would come with the resistor attached!
The padding around the heater matrix is a thick fibrous material and it was a really tight squeeze to fit it all in. At least the matrix won’t be able to move around!
I found it was necessary to glue the square foam seal to the heater box with contact adhesive, before fitting the heat to the bulkhead. Otherwise, with only one pair of hands, it tends to fall out of place when attempting the fiddly task of fitting the mounting bolts while supporting the heater unit.
| Heater Matrix & padding | Bulkhead seal glued in place | Heater unit installed |
|---|---|---|
 |
 |
 |
 Fortunately the rubber connectors and ducting behind the dash were all present and in good order. So they only needed cleaning in soapy water to remove the grime that have built up over the years.
Fortunately the rubber connectors and ducting behind the dash were all present and in good order. So they only needed cleaning in soapy water to remove the grime that have built up over the years.
 The heater valve was another part that was difficult to remove, as the bulkhead heater pipe had seized solid into the valve body. I didn’t want to apply heat in case it damaged any internal rubber seals and so I tried to break the joint by rotating the valve body. All this achieved was to deform the pipe, which eventually had to be cut to remove the valve.
The heater valve was another part that was difficult to remove, as the bulkhead heater pipe had seized solid into the valve body. I didn’t want to apply heat in case it damaged any internal rubber seals and so I tried to break the joint by rotating the valve body. All this achieved was to deform the pipe, which eventually had to be cut to remove the valve. The rivet was drilled out and then it was fairly easy to split the valve in two by rotating the end cap. This revealed the cause of the weeping – a sprung rubber diaphragm, that is used to control the passage of water, had become furred up.
The rivet was drilled out and then it was fairly easy to split the valve in two by rotating the end cap. This revealed the cause of the weeping – a sprung rubber diaphragm, that is used to control the passage of water, had become furred up.  Even after extensive internet searches, I haven’t been able to find a supplier that just supplies the internal rubber diaphragm. Unfortunately the options are very limited.
Even after extensive internet searches, I haven’t been able to find a supplier that just supplies the internal rubber diaphragm. Unfortunately the options are very limited.  The dash heater controls operate plastic vent outlets on the underside of the dash, one in each footwell. When the vent is open, the air follows the passage of least resistance into the footwells. By closing the vent, this path is blocked and therefore the air is forced to exit via the dashtop windscreen vents.
The dash heater controls operate plastic vent outlets on the underside of the dash, one in each footwell. When the vent is open, the air follows the passage of least resistance into the footwells. By closing the vent, this path is blocked and therefore the air is forced to exit via the dashtop windscreen vents. Somehow the central vane of one of the vents has either been misplaced or lost during the constant sifting through the boxes of parts. Unfortunately the vents seem to be unique to the Series 2 and, as far as I’m aware, are not available any more.
Somehow the central vane of one of the vents has either been misplaced or lost during the constant sifting through the boxes of parts. Unfortunately the vents seem to be unique to the Series 2 and, as far as I’m aware, are not available any more. A order was placed with
A order was placed with 




 The Room Temperature Vulcanizing (RTV) silicone normally cures in around 4 hours although I left it overnight as a precaution as it still felt tacky after 4 hours, probably due to the cold weather. The mould housing can then be turned over so the clay can be removed, to reveal the first half of the silicone mould with the clay indentations now appearing as small peaks.
The Room Temperature Vulcanizing (RTV) silicone normally cures in around 4 hours although I left it overnight as a precaution as it still felt tacky after 4 hours, probably due to the cold weather. The mould housing can then be turned over so the clay can be removed, to reveal the first half of the silicone mould with the clay indentations now appearing as small peaks. Traces of residual clay were removed by wiping with a damped cloth to prepare for the making of the second half of the mould. Once dry, the first half of the mould was lightly brushed with Vaseline, diluted in white spirit.
Traces of residual clay were removed by wiping with a damped cloth to prepare for the making of the second half of the mould. Once dry, the first half of the mould was lightly brushed with Vaseline, diluted in white spirit.


 MB Fibreglass Supplies were again helpful and thought the cure process had probably been compromised, most likely caused by having insufficient temperature in the component liquids when they were mixed.
MB Fibreglass Supplies were again helpful and thought the cure process had probably been compromised, most likely caused by having insufficient temperature in the component liquids when they were mixed.