
The fuel and brake lines were other items that were to be replaced as a matter of course during the rebuild. I had intended to purchase lengths of piping and make the individual pipes myself. However the cost of decent pipe flaring tools, able to achieve consistently good joints, are considerably more than complete kits.
So I’d purchased a brake kit from Automec, a similar fuel line kit from Hutsons and a pipe bending tool. Both kits were supplied in copper rather than bundy or cunifer which is closer to the original look. So I’ll have to see how they look on the car and I may revert to fabricating my own in cunifer; an alloy of Copper (Cu), Nickel (Ni) and Iron (Fe).
More importantly, I subsequently found out that copper brake pipes are banned in countries like Australia and the US, where cunifer is the norm. Apparently the copper pipes are susceptible to work hardening over time which can lead to fracturing. The introduction of Nickel and Iron addresses this problem. I think more research is needed especially as it’s a safety issue.
Back to the pipes … the problem with the kits is that they are fabricated from coiled piping. In order to get neat, straight pipe runs they need to be straightened before forming into the correct shapes.
I found an article on an American car site with a rather over-engineered process for straightening coiled fuel pipes. I had a spare afternoon so I thought I’d give it a go. The main point is that the coiled fuel pipe should only be straightened/bent in the same plane as the direction of the original coil.
The first step is to lay the coiled pipes on a flat surface and uncoil them against a straight edge, therefore ensuring additional bends in other planes are not introduced. Once released, the pipes will spring back to some extent in the direction of the original coil so the pipes will now form an arc.
| Trial run with the shorter engine bay 5/16″ fuel pipe | ||
|---|---|---|
|
|
|
|
| Long boot to engine bay 5/16″ fuel pipe | ||
|
|
|
|





The second step involves deforming the pipes beyond a straight line so that this time, when they spring back, they (hopefully) return to a straight pipe. As it happens, the pipes need to be bent beyond the straight line to exactly the same radius as the arc of the now uncoiled pipe.
I used two pieces of old shelving and some 9mm cladding, the latter would act as channel down the centre of the form. I guess you could just use one board against a flat surface.
The radius of this arc is determined by the pipe thickness and the diameter of the original coil. Therefore, for a given pipe size from the same original coiled length, the arc radius will be the same regardless of pipe length.
|
|
|
|



The final step is bending the arced pipes over the form. Starting at one end, position the pipe arcing away from the form but in the same plane. Then bend the pipe around to produce a straight pipe when released. However be careful not to allow the pipes to rotate when doing the final step.
|
|
|


I thought the results were quite good for a pleasant afternoon spent taking a sledgehammer to crack a nut!






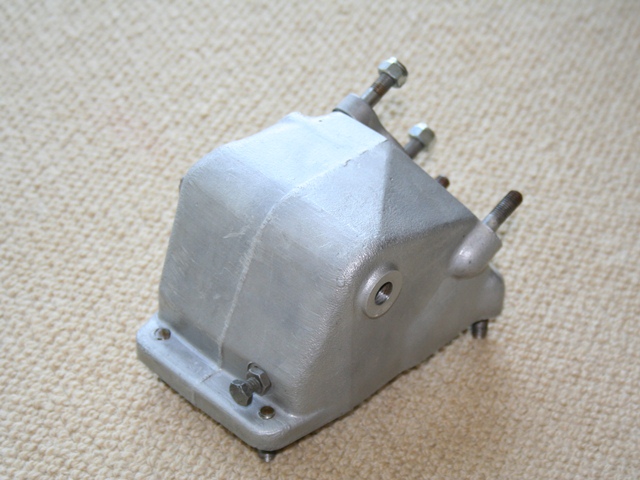
 The centre area of the gearbox lid has been stretched at some point. Therefore its outer perimeter no longer made a continuous seal and so would allow water into the gearbox housing.
The centre area of the gearbox lid has been stretched at some point. Therefore its outer perimeter no longer made a continuous seal and so would allow water into the gearbox housing. Next up was the yoke which contains the two permanent magnets. The magnets can be removed by lifting the retaining clips so the yoke could then be shot blasted before being painted in silver hammerite. I was quite pleased with the finished article even though the silver hammerite was not quite the correct colour.
Next up was the yoke which contains the two permanent magnets. The magnets can be removed by lifting the retaining clips so the yoke could then be shot blasted before being painted in silver hammerite. I was quite pleased with the finished article even though the silver hammerite was not quite the correct colour.














 Hutsons have fabricated wheeled trolleys so bodyshells can be easily moved between the body repair, paint preparation and spray booth areas. They’re designed so the shell is at a reasonable height to work on without the need to stoop.
Hutsons have fabricated wheeled trolleys so bodyshells can be easily moved between the body repair, paint preparation and spray booth areas. They’re designed so the shell is at a reasonable height to work on without the need to stoop. I had initially planned to do the body work myself and had started to make a rotisserie during the dismantling stage. Its base was a rather substantial affair, built out of lengths of 150mm mild steel channel. The car was delivered to Hutsons on the frame, but as I wouldn’t have further use for it, I left it with Hutsons to dispose of or use as they wished.
I had initially planned to do the body work myself and had started to make a rotisserie during the dismantling stage. Its base was a rather substantial affair, built out of lengths of 150mm mild steel channel. The car was delivered to Hutsons on the frame, but as I wouldn’t have further use for it, I left it with Hutsons to dispose of or use as they wished. Unfortunately there wasn’t enough manpower around when the car was delivered to lift the bodyshell onto the axle trolleys. It had to remain on the Hutson trolley while I pondered what to do.
Unfortunately there wasn’t enough manpower around when the car was delivered to lift the bodyshell onto the axle trolleys. It had to remain on the Hutson trolley while I pondered what to do.






 The wiper motor in the S2 is a Lucas Type 15W motor, the output of which drives a connecting rod to the triple wiper rack. From what I can tell the 15W motor essentially works in the same manner as the DL3 wiper motors used in the earlier cars, except that the parking switch is now internal within the 15W.
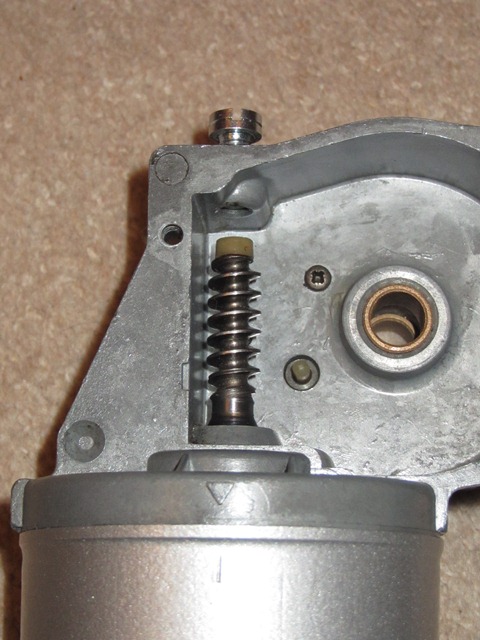
The wiper motor in the S2 is a Lucas Type 15W motor, the output of which drives a connecting rod to the triple wiper rack. From what I can tell the 15W motor essentially works in the same manner as the DL3 wiper motors used in the earlier cars, except that the parking switch is now internal within the 15W.  The two long yoke retaining bolts were removed which enabled the round bodied section and armature to be carefully withdrawn until the worm drive is free. Unchecked, the action of the worm drive would pull the armature shaft further into the motor gearbox. A threaded stop screw limits the permitted travel of the armature shaft and there’s also flat thrust washer between the armature and motor gearbox.
The two long yoke retaining bolts were removed which enabled the round bodied section and armature to be carefully withdrawn until the worm drive is free. Unchecked, the action of the worm drive would pull the armature shaft further into the motor gearbox. A threaded stop screw limits the permitted travel of the armature shaft and there’s also flat thrust washer between the armature and motor gearbox. The armature can then be withdrawn from the yoke. Although a reasonable amount of force is required to overcome the magnetic attraction between the permanent magnets and the armature.
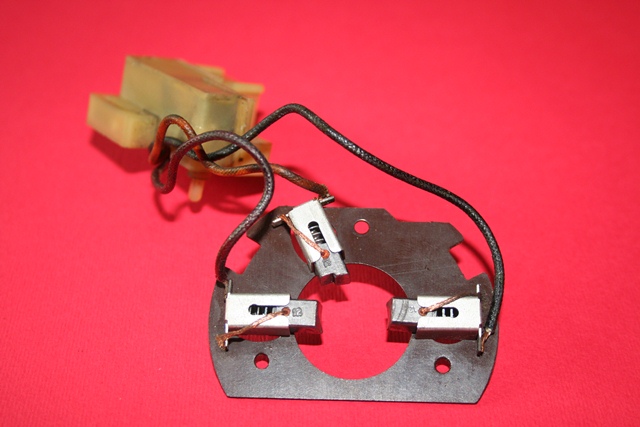
The armature can then be withdrawn from the yoke. Although a reasonable amount of force is required to overcome the magnetic attraction between the permanent magnets and the armature. The end of the armature rotates in, what the manual describes as, a bearing housing in the cap of the yoke. However there isn’t a bearing as such. Only a small thrust plate and fibrous washer. I didn’t realise they were there at the time of dismantling so I was lucky not to lose them.
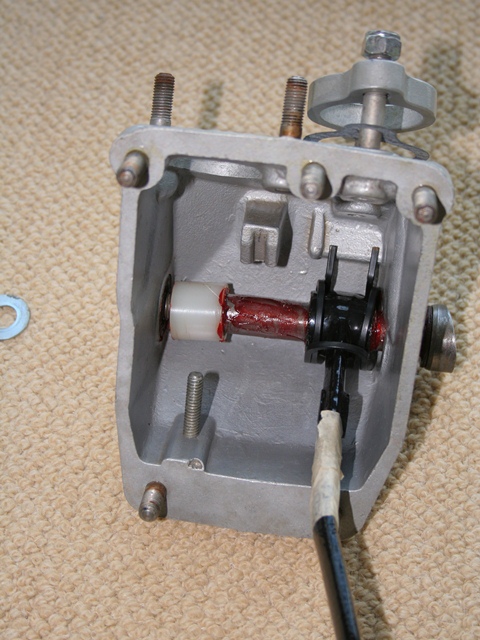
The end of the armature rotates in, what the manual describes as, a bearing housing in the cap of the yoke. However there isn’t a bearing as such. Only a small thrust plate and fibrous washer. I didn’t realise they were there at the time of dismantling so I was lucky not to lose them. The cover can be pressed back into shape but it immediately pops back, in a similar manner to the lid of an opened jar. I think it’s referred as oil canning and is a result of the centre area of the lid having been stretched.
The cover can be pressed back into shape but it immediately pops back, in a similar manner to the lid of an opened jar. I think it’s referred as oil canning and is a result of the centre area of the lid having been stretched.








 Somehow the old loom had turned itself into a right old bird’s nest while in storage. It took quite a while to untangle it so that it could be laid out, mimicking how it is routed within the car. Armed with a multi-meter and the wiring diagrams, I set about the simple task of labelling the new looms …
Somehow the old loom had turned itself into a right old bird’s nest while in storage. It took quite a while to untangle it so that it could be laid out, mimicking how it is routed within the car. Armed with a multi-meter and the wiring diagrams, I set about the simple task of labelling the new looms … Other issues that, for now, remain unresolved are i) a missing green & brown wire for the reverse light switch and ii) a spare purple & white wire at the centre of the dash. The E-Type forum is very helpful in cases like this as there’s a wealth of knowledge available from the forum members. I was not alone with both the missing and extra wires as one member had decided to use the spare purple & white wire for the reverse light switch. Perhaps I’ll need to do the same.
Other issues that, for now, remain unresolved are i) a missing green & brown wire for the reverse light switch and ii) a spare purple & white wire at the centre of the dash. The E-Type forum is very helpful in cases like this as there’s a wealth of knowledge available from the forum members. I was not alone with both the missing and extra wires as one member had decided to use the spare purple & white wire for the reverse light switch. Perhaps I’ll need to do the same.